10.2.1. Cán kim loại
a. Khái niệm
Cán là cho phôi đi qua khe hở giữa hai trục cán quay ngược chiều nhau, làm cho phôi bị biến dạng dẻo ở khe hở, kết quả là chiều dày của phôi giảm xuống, chiều dài tăng lên rất nhiều. Hình dạng mặt cắt của phôi cũng thay đổi theo mặt cắt của khe hở giữa hai trục cán. Ví dụ: mặt cắt vuông của phôi trở thành tròn, chữ nhật… khi mặt cắt khe hở của hai trục cán là tròn, chữ nhật… Diện tích của mặt cắt ngang của sản phẩm sẽ nhỏ hơn mặt cắt ngang của phôi.
b. Thiết bị cán
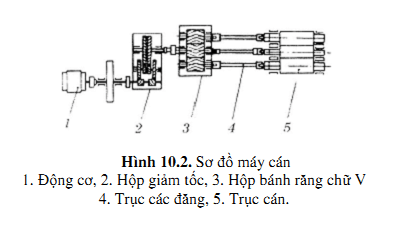
Các bộ phận cơ bản của máy cán được biểu thị trên hình 10.2, gồm:
– Giá cán: là bộ phận chủ yếu của máy cán, trong đó lắp trục cán, hệ thống điều chỉnh khoảng cách giữa các trục cán.
– Trục cán (Hình 10.1. a): Cấu tạo gồm thân trục (1), cổ trục (2), đầu chữ thập (3). Trục cán có nhiều loại, tùy theo sản phẩm: trục cán phẳng để cán sản phẩm tấm, trục cán có lỗ hình (tròn, vuông,…) để cán sản phẩm thanh có tiệt diện tròn, vuông… (Hình 10.1. b)
– Hộp giảm tốc: là bộ phận giảm tốc độ quay từ động cơ đến trục cán.
– Hộp bánh răng chữ V là bộ phận nhận chuyển động từ hộp giảm tốc qua bánh răng V để phân phối đến các trục cán.
 – Hệ số kéo dài m: là tỷ số chiều dài của phôi sau khi cán so với trước khi cán hoặc tỷ số giữa tiết diện trước và sau khi cán.c. Các đại lượng đặc trưng khi cán
– Hệ số kéo dài m: là tỷ số chiều dài của phôi sau khi cán so với trước khi cán hoặc tỷ số giữa tiết diện trước và sau khi cán.c. Các đại lượng đặc trưng khi cán
m = L1/L2 = F1/F2 (10.1)
Hệ số m thường lấy bằng 1 – 2
– Lượng ép: là hiệu số giữa chiều cao trước và sau khi cán.
∆h = ho – h1 (10.2)
– Lượng ép tuyệt đối:
∆h/ho = (ho – h1)/ho (10.3)
Khi cán nóng lượng ép h thường lớn hơn khi cán nguội
Cán nóng: thường tiến hành ở nhiệt độ gia công nóng, do vậy kim loại có độ dẻo cao, nên năng suất cán tăng, nhưng kim loại bị ôxy hóa nên độ chính xác và độ bóng bề mặt thấp.
Cán nguội: cán ở nhiệt độ gia công nguội, kim loại cán có tính dẻo kém, nhưng độ bóng bề mặt và độ chính xác cao. Cán nguội thường dùng cán tấm mỏng và cán hình.
d. Phân loại sản phẩm cán
Sản phẩm sản xuất bằng phương pháp cán được dùng trong mọi ngành công nghiệp (cơ khí, xây dựng, giao thông vận tải…). Tùy theo hình dánh sản phẩm cán có thể chia thành bốn nhóm chủ yếu: hình, tấm, ống, đặc biệt.
Sản phẩm cán hình:được chia thành hai nhóm:
– Nhóm thông dụng có prôfin đơn giản (tròn, vuông, hình chữ nhật, lục giác, chữ U, chữ T,…)
– Nhóm đặc biệt có prôfin phức tạp, dùng cho những mục đích nhất định (đường ray, các dạng đặc biệt dùng trong ôtô, máy kéo, trong ngành xây dựng…)
Sản phẩm cán tấm:được chia thành hai nhóm theo chiều dày:
– Tấm dày có chiều dày trên 4mm.
– Tấm mỏng có chiều dày dưới 4mm
Sản phẩm cán ống:chia thành loại không có mối hàn và loại có mối hàn.
Sản phẩm cán đặc biệt:gồm có các loại bánh xe, bánh răng, bi, vật cán có prôfin chu kỳ …
10.2.2. Kéo kim loại
a. Khái niệm
Kéo là một quá trình gia công kim loại bằng áp lực, trong đó phôi được kéo dài qua lỗ khuôn kéo (Hình 10.3).
Sau khi kéo tiết diện vật liệu gia công bị giảm còn chiều dài thì tăng lên.
Bằng phương pháp kéo, người ta có thể chế tạo được các dây, ống và các thanh định hình có đường kính rất nhỏ (Φ = 0,065mm).
Phương pháp này đảm bảo độ chính xác cao, độ nhẵn bề mặt tốt và nâng cao độ bền của vật liệu.
Các kim loại và hợp kim màu, thép cacbon và thép hợp kim đều có thể có được bằng phương pháp nguội.
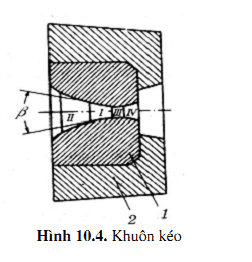 Quá trình kéo được thực hiện trên máy kéo qua một dụng cụ có lỗ gọi là khuôn kéo (trong sản xuất gọi là mà). Khuôn kéo có 4 phần: phần vuốt nhỏ I để làm biến dạng phôi, phần làm trơn II, phần vuốt nhẵn III và phần thoát IV. Phần vuốt nhẵn thường là hình trụ, còn các phần khác thường là hình côn (Hình 10.4).b. Khuôn kéo
Quá trình kéo được thực hiện trên máy kéo qua một dụng cụ có lỗ gọi là khuôn kéo (trong sản xuất gọi là mà). Khuôn kéo có 4 phần: phần vuốt nhỏ I để làm biến dạng phôi, phần làm trơn II, phần vuốt nhẵn III và phần thoát IV. Phần vuốt nhẵn thường là hình trụ, còn các phần khác thường là hình côn (Hình 10.4).b. Khuôn kéo
Khuôn kéo được chế tạo bằng hợp kim cứng (để kéo các dây có đường kính rất nhỏ) hoặc bằng thép dụng cụ (để kéo các thanh và các ống có tiết diện lớn).
Để giảm bớt ma sát ở khuôn kéo người ta dùng các chất bôi trơn như mỡ, dầu, bột xà phòng, graphit, đồng sunfat. Việc kéo được thực hiện ở trạng thái nguội, do đó kim loại càng bền thêm (tạo thành sự cứng nguội bề mặt). Khi phải kéo tiếp, cần làm mất hiện tượng cứng nguội của kim loại, người ta đem ủ kim loại. Sau khi ủ, kim loại trở nên mềm dẻo, do đó có thể kéo tiếp.
c. Máy kéo kim loại
Kéokim loại có thể thực hiện trên máy kéo thẳng hoặc máy kéo tang cuộn.
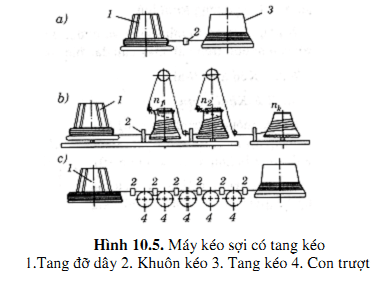
Hình 10.5 là sơ đồ máy kéo có tang cuộn, dùng khi kéo sợi dài. Loại máy này có thể chỉ có một khuôn kéo (Hình 10.5 – a), loại nhiều khuôn kéo không có trượt (Hình 10.5 – b) và loại có nhiều khuôn có sự trượt (Hình 10.5 – c)
10.2.3. Ép kim loại
a. Khái niệm
Ép là một quá trình gia công kim loại bằng áp lực, trong đó phôi kim loại nóng được ép qua lỗ khuôn để có được hình dạng và kích thước yêu cầu cần thiết. Ưu điểm của phương pháp này là có khả năng tạo thành những sản phẩm có độ chính xác cao và năng suất cao.
Ép thường được dùng để gia công các kim loại màu và hợp kim màu, đôi khi nó cũng dùng để gia công thép và các hợp kim khác.
Phôi kim loại để ép có thể là phôi kim loại đúc hay phôi kim loại cán.
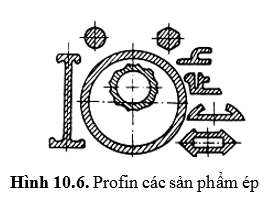
Bằng phương pháp ép người ta có thể nhận được những sản phẩm với prôfin khác nhau (Hình 10.6), trong đó có những thanh đường kính từ 5 đến 200mm, ống có đường kính trong tới 800mm và chiều dày ống từ 1,5 – 8 mm.
b. Các phương pháp ép
Có hai phương pháp ép: ép thuận và ép nghịch.
Phương pháp ép thuận:Phôi (1) được nung nóng tới nhiệt độ cần thiết và được đặt vào xilanh (2) (Hình 10.7 – a). Khuôn (4) có lỗ ép được kẹp trong ống kẹp khuôn (3). Phía đầu xilanh có chày ép (5) với đầu chày (6) có thể di chuyển ở bên trong xilanh. Khi máy ép làm việc, píttông truyền áp lực cho chày ép và qua đầu chày truyền tới phôi làm cho kim loại bị biến dạng dẻo và thoát ra khỏi lỗ khuôn.
Phương pháp ép nghịch:(Hình 10.7 – b), chày rỗng giữa và đầu là khuôn ép (4) gắn vào. Khi chày ép vào phôi (1), kim loại biến dạng sẽ thoát qua lỗ khuôn (4) đi về phía ngược với phía chuyển động của chày. Phương pháp này có ưu điểm là giảm lượng hao phí kim loại xuống tới 5 – 6% so với khối lượng của phôi (ở phương pháp thuận là 18 – 20%) và giảm lực ép xuống 25 – 30%. Tuy nhiên nó không được áp dụng rộng rãi vì cấu trúc phức tạp.
Quá trình ép được phân thành những giai đọan sau:
– Chuẩn bị phôi để ép (sửa các hư hỏng bên ngoài, cắt đọan…).
– Nung nóng phôi tới nhiệt độ nhất định.
– Đặt kim loại nóng trong xilanh.
– Tiến hành ép kim loại
– Tu sửa thành phẩm: cắt phần kim loại chưa được ép ở đầu thành phẩm, cắt đọan theo yêu cầu, uốn nắn, sửa các chỗ hư hỏng.
Máy ép kim loại thường dùng là loại máy ép thủy lực và máy ép cơ khí. Lực ép có thể theo chiều ngang hoặc theo chiều thẳng đứng. Phổ biến nhất là loại máy ép ngang.

Tôi là Nguyễn Văn Sỹ có 15 năm kinh nghiệm trong lĩnh vực thiết kế, thi công đồ nội thất; với niềm đam mê và yêu nghề tôi đã tạo ra những thiết kếtuyệt vời trong phòng khách, phòng bếp, phòng ngủ, sân vườn… Ngoài ra với khả năng nghiên cứu, tìm tòi học hỏi các kiến thức đời sống xã hội và sự kiện, tôi đã đưa ra những kiến thức bổ ích tại website nhaxinhplaza.vn. Hy vọng những kiến thức mà tôi chia sẻ này sẽ giúp ích cho bạn!