Máy in 3D không ra nhựa có thể xuất phát từ nhiều nguyên nhân khác nhau. Nếu không biết cách khắc phục tình trạng này sẽ khiến chất lượng của sản phẩm bị ảnh hưởng. Trong bài viết này, AIE sẽ chia sẻ cho các bạn các lỗi thường gặp khi in 3D và cách khắc phục chúng ngay tại xưởng của mình.
1. Đầu đùn hoặc vòi đùn của máy in 3D bị tắc
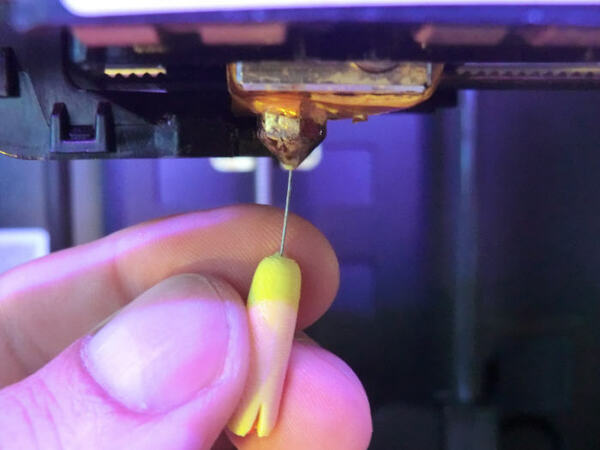
Một trong những nguyên nhân khiến máy in 3D không ra nhựa chính là do đầu đùn hoặc vòi đùn bị tắc. Với tình trạng này động cơ của máy thường tạo tiếng ồn lớn, khi in sợi nhựa không được đẩy ra ngoài đầu đùn. Ngoài ra còn có các dấu hiệu thường gặp như trong mô hình sản phẩm đã hoàn thành có các lớp in bị thủng lỗ, mỏng, xuất hiện vết nứt…
Để giải quyết vấn đề này bạn thực hiện theo các cách sau:
- Cách 1: Đầu tiên bạn hãy rút hết sợi nhựa ra khỏi máy in, sau đó làm nóng đầu đùn cho đến điểm nóng chảy của sợi nhựa. Tiếp đến bạn dùng một thanh kim loại có kích thước khoảng 0,4mm vừa với vòi phun, xuyên qua lỗ của đầu đùn, thực hiện thật cẩn thận trong vài lần thì đầu đùn có thể thực hiện chức năng của mình như bình thường.
- Cách 2: Kéo nguội: cách này rất thích hợp đối với vật liệu nylon hoặc các sợi dẻo khác. Đầu tiên, hãy nung nóng đầu đùn, tiếp theo dùng các sợi dây đẩy qua vòi phun, không nên sử dụng lực quá mạnh. Cuối cùng, bạn hãy để nhiệt độ đầu đùn nguội xuống khoảng 100 độ C rồi kéo sợi nhựa ra khỏi đầu đùn.
2. Nhựa in không bám dính vào bàn in
Các lớp nhựa in không dính vào bàn in có thể liên quan đến khả năng bám dính. Cách giải quyết tình trạng này như sau:
- Cách 1: Bạn có thể dùng chất kết dính như keo dính, keo xịt tóc để cải thiện độ bám dính của bàn in. Bên cạnh đó, bạn cũng có thể dùng giấy dính chuyên dùng cho thợ sơn, giấy vẽ để phủ lên bàn in.
- Cách 2: Kiểm tra bàn in xem nó đang ở mức nào, đảm bảo vòi phun không đặt quá gần hoặc quá xa bàn in.
- Cách 3: Bạn có thể để tốc độ in chậm xuống tại các lớp đầu tiên. Việc này sẽ giúp cho chúng có thêm thời gian nguội, ổn định. Nếu máy in lúc này vẫn không ra nhựa thì hãy giảm nhiệt độ đầu đùn.
Tìm hiểu thêm: Cấu tạo máy in 3D
3. Các dây nhựa bị kéo lơ lửng
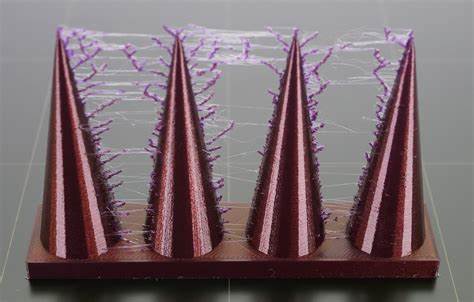
Để ngăn các sợi nhựa bị kéo lơ lửng trong quá trình in, bạn có thể thực hiện như sau:
- Cách 1: Retration cần phải được kích hoạt trong phần mềm in 3D. Việc này sẽ giúp cho sợi nhựa được giữ trong vòi phun trước khi di chuyển sang một mô hình in khác. Từ đó không còn xảy ra tình trạng sợi nhựa bị sót lại.
- Cách 2: Nếu thực hiện cách 1 nhưng máy in vấn gặp sự cố thì bạn hãy thử tiến hành tăng tốc độ di chuyển của đầu phun. Điều này sẽ khiến cho sợi nhựa không bị kéo thành dây.
- Cách 3: Trong trường hợp áp dụng cả 2 cách trên không được bạn hãy làm giảm nhiệt độ của đầu đùn và tốc độ in tại những điểm kết thúc một mô hình in.
4. Sản phẩm bị cong vênh
Một trong những lỗi trong quá trình in 3D là sản phẩm in bị cong vênh. Sở dĩ xảy ra tình trạng này bởi khi nguội nhựa sẽ co rút lại, lúc này tại vị trí các lớp in phía dưới của bản in bị co rút lại, co cao lên khỏi bề mặt. Xử lý tình trạng cong vênh khá đơn giản:
- Cách 1: Các sợi nhựa ABS hoặc PLA rất bị ảnh hưởng từ bàn gia nhiệt. Do đó, nếu bạn sử dụng bàn in gia nhiệt cần phải tuân thủ đúng nhiệt độ, đồng thời trong quá trình in cần phải giữ nhiệt độ ổn định.
- Cách 2: Đối với máy in sử dụng khung mở hoặc không có khung bao quanh, thường bị tác động từ môi trường xung quanh, chất lượng sản phẩm in có thể bị ảnh hưởng từ các luồng gió từ môi trường xung quanh. Vì vậy, bạn cần trang bị một bộ khung bao quanh máy in để giúp máy ổn định nhiệt độ in, tránh được việc tiếp xúc với môi trường.
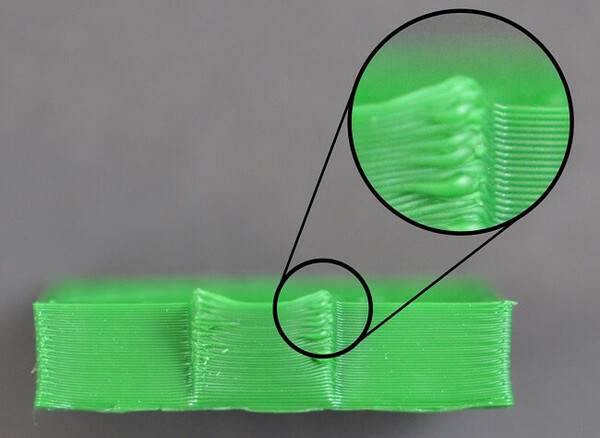
5. Trên sản phẩm xuất hiện viền và sóng
Nguyên nhân khiến cho sản phẩm của bạn xuất hiện viền hoặc các đường sóng riêng rõ ràng là do động cơ bị rung động, quạt hoặc những bộ phận khác ảnh hưởng trực tiếp đến bàn in. Dưới đây là giải pháp cho vấn đề này:
- Cách 1: Bàn in xảy ra tình trạng gợn sóng là phần cơ khí kém hoặc ốc vít bị lỏng, dây đai xuống cấp… Lúc này hãy kiểm tra máy in 3D của bạn, đặc biệt là theo dõi tốc độ rung của từng bộ phận.
- Cách 2: Nếu máy in vẫn hoạt động tốt thì nguyên nhân có thể là tốc độ in gặp vấn đề. Với nguyên nhân này để đầu đùn được ổn định bạn hãy làm chậm tốc độ in và thiết kế làm giảm việc in các đường cong.
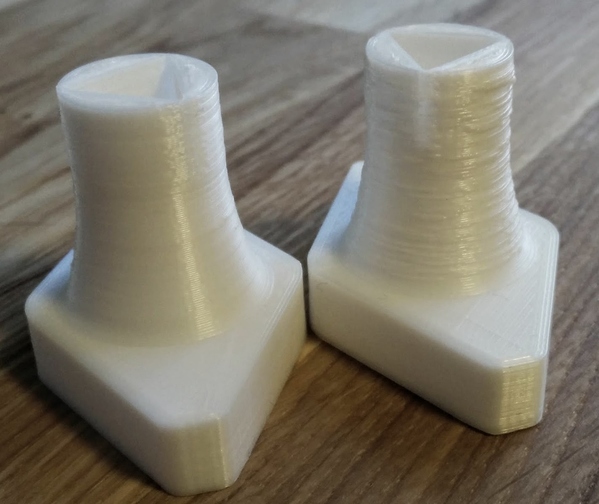
6. Phần đế loe, rộng (chân voi)
Một vấn đề thường gặp phải khi sử dụng bàn in gia nhiệt đó là phần đế rộng, loe hay còn được gọi là chân voi. Với tình trạng này các lớp in đầu tiên thường bị dãn chảy rộng hơn so với thiết kế ban đầu. Có 2 phương pháp giải quyết vấn đề này:
- Cách 1: Bạn cần đảm bảo rằng bàn in của mình được cân bằng trước khi hoạt động.
- Cách 2: Nếu bàn in hoàn toàn cân bằng, bạn hãy thử cài đặt lại bằng cách tăng chiều cao của vòi phun để độ nóng của nó không ảnh hướng tới các lớp in đầu tiên. Ngoài ra, bạn có thể làm giảm nhiệt độ của bàn in để thời gian khô các lớp đầu tiên nhanh hơn. Mặt khác, bạn cũng có thể giảm tốc độ ép của đầu đùn tại các lớp đầu tiên, việc này sẽ giúp cho sợi nhựa có thêm thời gian để bám và ổn định.
7. Các lớp in bị dịch chuyển, trượt lớp
Các lớp in bị dịch chuyển làm cho mô hình bị chệch hoặc bản in xuất hiện các vết lõm. Nguyên nhân xảy ra vấn đề này là do hệ thống cơ khí của máy in. Để cải thiện tình hình bạn hãy áp dụng cách làm sau:
- Cách 1: Kiểm tra ròng rọc của máy in xem có bị quá chặt hoặc bị quá lỏng hay không. Nếu thầy cần thiết, bạn điều chỉnh lại độ căng đai.
- Cách 2: Nghiêm trọng hơn là thanh dẫn bị lệch hướng, khi dây đai quay đầu đùn sẽ di chuyển theo thanh dẫn. Khi thanh dẫn đã có dấu hiệu cong bạn cần phải thay thế bằng một thanh khác. Vấn đề này cũng xảy ra ở thanh ren nhưng ít phổ biến hơn.
- Cách 3: Các lớp in vẫn bị dịch chuyển dù thanh thẳng, đai căng. Lúc này bạn hãy quan sát các ốc vít trên các ròng rọc của máy in, cần đảm bảo các ốc vít đều được gắn chặt để các động cơ di chuyển đúng hướng.
8. Thiết kế nối ngang bị hỏng
Vì một số vấn đề mà thiết kế nối ngang được in ra cho kết quả không như mong đợi. Với tình trạng này bạn thực hiện như sau:
- Cách 1: Đối với các thiết kế nối ngang không sử dụng vật liệu hỗ trợ, bạn hãy cài đặt lại slicer, việc này sẽ tạo điều kiện để in các thiết kế nối ngang tốt hơn. Chế độ này sẽ làm cho tốc độ đùn chậm, tốc độ quạt tăng lên, nhiệt độ phun thấp hơn từ 5 đến 10 độ C.
- Cách 2: Không phải máy in nào cũng có thể in các thiết kế nối ngang dài mà không có vật liệu support. Trong trường hợp bạn không đảm bảo chất lượng máy in thì hãy thử nghiệm các độ dài có thể để kiểm tra khả năng in và thêm vào vật liệu support nếu cần thiết.
-> Xem thêm về các vật liệu support in 3D

9. Sản phẩm bị tách lớp
Một vấn đề khác mà bạn có thể gặp phải chính là các lớp in xuất hiện các vết nứt, các sợi không dính chính xác vào các lớp trước. Nghiêm trọng hơn là sản phẩm in sẽ bị tách rời theo những vết nứt này. Dưới đây là phương pháp bạn có thể áp dụng để xử lý vấn đề trên:
- Cách 1: Khi quá trình làm mát sợi diễn ra quá nhanh sẽ gây ra tình trạng tách lớp, gây khó khăn cho việc bám dính các lớp in. Để giải quyết tình trạng này bạn hãy tăng nhiệt độ bàn in hoặc nhiệt độ đầu đùn. Nếu phương pháp này không có tác dụng hãy kiểm soát nhiệt độ mô hình bằng cách dùng khung máy in 3D bao xung quanh. Bên cạnh đó, hãy điều chỉnh tốc độ quạt để sợi nhựa có điều kiện để bám dính tốt hơn.
- Cách 2: Nếu nguyên nhân không phải từ biến động nhiệt độ, bạn hãy chỉnh lại tốc độ in sao cho nó chuyển động chậm hơn để sợi nhựa theo kịp các lớp trước.
10. Các sản phẩm mỏng không in được
Nếu bạn có nhu cầu in các sản phẩm mỏng thì hãy thực hiện theo các cách sau:
- Cách 1: kích hoạt đầu đùn đơn.
- Cách 2: Thiết kế lại các bộ phận có chi tiết dày hơn.
- Cách 3: Lắp đầu đùn có đường kính nhỏ hơn.
Trên đây là các lỗi thường gặp khi máy in 3D không ra nhựa cũng như một số lỗi thường gặp của máy in 3D, cùng với cách giải quyết các lỗi này ngay tại xưởng sản xuất. Để giảm thiểu những lỗi không mong muốn này và nâng cao chất lượng mẫu in, hãy tìm hiểu các dòng máy in 3D chuyên nghiệp hoặc liên hệ với AIE để được tư vấn miễn phí giải pháp phù hợp nhất cho doanh nghiệp của bạn.